Accesorii pentru ferăstraie circulară, miter și sabie
Discul cu ferăstrău este elementul integrat al oricărui ferăstrău electric. Este instalat atât pe sculele de tăiat manual cât și pe echipamentul staționar. Există multe tipuri de discuri care diferă în forma dinților de tăiere, unghiul de ascuțire a acestora, diametrul și materialul de la care sunt fabricate. Din alegerea corectă a echipamentului pentru un anumit tip de material depinde de performanța instrumentului, de calitatea tăieturii și de siguranța operatorului.
conținut
Cum să alegeți discuri pentru ferăstraie circulară și miter
Ar trebui să știți că schimbarea tipului de disc pe un ferăstrău, puteți gestiona următoarele materiale:
- lemn moale și tare;
- materiale pe bază de lemn (MDF, MDF, PAL laminat, OSB, placaj, laminat podea etc.);
- piatra naturala si artificiala;
- metale neferoase;
- produse din plastic;
- produse metalice (ondulate, țevi, profile metalice, fitinguri etc.).
Fiecare instrument de tăiere are anumite caracteristici care trebuie luate în considerare înainte de utilizare.
Diametrul exterior
Diametrul sculei de tăiere instalate nu poate fi mai mare decât diametrul interior al carcasei de protecție. În diferite modele de unități de acoperire poate avea dimensiuni atât mici cât și mari. Un disc cu diametru mare nu se va potrivi sub carcasa cu un diametru interior mai mic. În același timp, puteți instala un mic disc sub o carcasă mare, dar în același timp semnificativ reducerea siguranței utilizării unității.
Adâncimea unei tăieturi depinde de diametrul exterior al echipamentului. Ar trebui însă luată în considerare următorul model: cu cât echipamentul este mai mult imersat în piesa de prelucrat,cu cât sarcina este mai mare pe motorul aparatului.
Diametrele discurilor pentru un ferăstrău circular de mână pot fi în intervalul de la 130-250 mm.
Diametrul găurii
Este foarte important ca diametrul arborelui mașinii și scaunul discului să se potrivească reciproc. Unele tipuri de echipamente de tăiat au găuri suplimentare pentru fixarea rigidă pe pini. De regulă, echipamentul are scaune cu următoarele dimensiuni: 16, 20, 22, 30 și 32 mm.
Numărul de dinți
Acest parametru afectează curat manipularea materialelor și performanțele. Cu cât sunt mai puține dinții pe sculă, cu atât este mai rapidă tăierea bucății datorită unei îndepărtări mai bune a cipului. Dar reducerea numărului de incisivi duce la o scădere a calității tăieturii. Creșterea numărului de dinți, respectiv, îmbunătățește calitatea tăieturii. Dar merită să știți că cu cât mai mulți dinți au unealta, cu atât este mai mare încărcătura pe care o suportă motorul electric al aparatului. În mod convențional, echipamentul pentru ferăstraie circulare este împărțit în 3 grupe:
- de la 80 și mai multe incisivi - un număr mare;
- de la 40 la 80 de incisivi - numărul mediu;
- de la 10 la 40 de dinți - o cantitate mică.
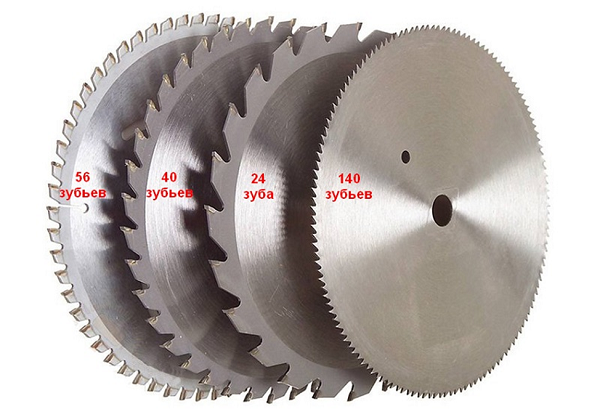
Pentru fiecare sarcină specifică, echipamentul este selectat cu numărul necesar de elemente de tăiere:
- numărul maxim de dinți necesar pentru tăierea lemnului pe fibre;
- pentru tăierea de-a lungul fibrelor de lemn este mai bine să folosiți un instrument cu un număr mic de incisivi (până la 60).
Înclinarea dinților
Echipamentul pentru circulară manuală sau staționară are o diferență în unghiul de înclinare a dinților. Este atât negativă, cât și pozitivă în ceea ce privește raza discului.
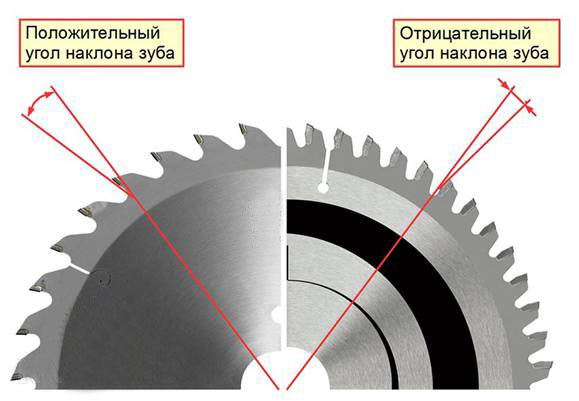
Unghiurile de înclinare ale incisivilor pot avea următoarele valori;
- unghiurile de la 5 la 15 ° sunt considerate standard;
- unghiurile de la 15 la 20 ° sunt numite agresive (pozitive);
- unghiuri de la 0 ° la -5 ° se numesc normale (negative).
Pentru ferăstrăul miter Este obișnuit să se utilizeze discuri cu o înclinare zero sau negativă a incisivilor. Acest lucru se datorează faptului că piesa de lucru a uneltei intră în piesa de prelucrat de-a lungul unei căi diferite decât fierăstrăul circular montat pe scula manuală sau pe mașină. disc cu zero sau înclinație negativă a incisivilor, pe măsură ce apasă pe piesa de prelucrat de sus și zgâriate materialul. În acest caz, piesa de prelucrat rămâne în staționare, se sprijină pe limitator, ceea ce nu permite discului să o împingă.

Dacă instalați un disc similar pe o circulară, atunci va fi destul de dificil să faceți o tăietură longitudinală. Ferăstrăul va începe să împingă piesa de prelucrat, elementele de tăiere vor fi înfundate cu rumeguș și va apărea o supraîncărcare a motorului unității.
Este deosebit de periculos să instalați un instrument cu înclinare negativă a incisivilor pe fierăstraiele circulare, deoarece datorită impactului invers va fi dificil să țineți instrumentul în mâini.
Pentru ferăstraie circulare este mai înțelept să folosiți un clic cu un unghi pozitiv de înclinare a dinților. Tăietoarele, în acest caz, fiind la un anumit unghi față de suprafața piesei de prelucrat, se vor prăbuși în ea ca un plan, tragând piesa sub ele.
Cutter configuration
Scopul unui disc poate fi găsit pe baza configurației incisivilor.
- Dinții drepți ascuți vă permit să tăiați lemnul rapid, dar în același timp murdar.
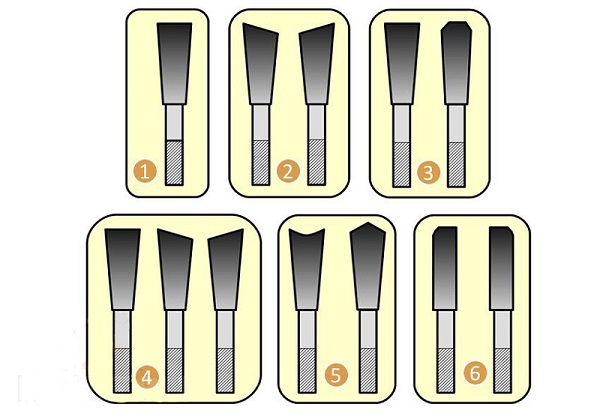
- Dinții care au o teșitură alternativă în direcții diferite vă permit să tăiați lemn în direcții diferite, dar nu puteți rezista sarcinilor de șoc.
- Combinația dintre dinți trapezi și dinți plane permite evitați așchierea pe straturile superioare ale materialului, de exemplu, atunci când tăiem PAL și plastic.
- Combinația de dinți cu trei tipuri de ascuțire mărește viteza de tăiere și asigură o bună funcționare curățați muchiile la tăierea materialelor moi și dure.
- Alternarea dinților și dinților triunghiulați cu o muchie de tăiere concavă vă permite să tăiațilaminat fără pre-rupere.
- Șorțuri zimțate cu spate largi pot rezista lovind cimentul și unghiile pe linia de tăiere.
tăiere disc metalic pentru un fierăstrău circular, are o configurație dentară ușor diferită.

Datorită acestei geometrii a incisivilor și a materialului din care sunt realizate (lipirea metalelor ceramice), productivitatea sculei este mărită, vibrațiile sunt reduse, iar procesul de tăiere metalică are loc fără scântei.
Grosimea discului
Grosimea snap-ului depinde kerf lățime. Grosimea standard a lamei de fierăstrău este de 3,2 mm. Este important să se ia în considerare în fabricarea mobilierului, de exemplu atunci când se întocmește o foaie de tăiere a foilor. În plus, depinde de grosimea discului putere. Instrumentele subțiri se supraîncălzesc rapid în condiții grele de funcționare. Echipamentul de grosime mare diferă în ceea ce privește durabilitatea, dar prelucrează o cantitate mare de material în rumegus.
Tip disc
Discurile de discuri se întâlnesc monolitic și aliaj dur. În fabricare discuri solide Se utilizează o placă din metal solid, materialul pentru care este oțel cu conținut ridicat de carbon sau de mare viteză.Aceste discuri sunt foarte potrivite pentru tăierea polimerilor și a lemnului. Avantajele discurilor monolitice includ următoarele:
- cost redus;
- ușurința de ascuțire a tăietorilor (poate fi ascuțită în mod independent, fără utilizarea unor echipamente sofisticate);
- posibilitatea de ascuțire multiplă, mărind astfel durata de viață a sculei.
Tablouri materiale pentru discuri de carbură servește drept oțel de scule. Dar dinții de unelte sunt întăriți prin lipirea dintr-un material din aliaj dur. Această soluție oferă uneia dintre următoarele avantaje:
- curate;
- nu au nevoie de o distanțare a dinților;
- tăierea materialelor dure este posibilă;
- după tăiere, incisivii au o durată de viață mai mare decât dinții din oțel de mare viteză;
- viteză mare de tăiere;
- fiabilitatea în muncă;
- o gamă largă care vă permite să selectați în mod flexibil echipamentul pentru diferite tipuri de lucru.
Dar discurile din carbură au dezavantaje. Se poate observa costul ridicat și faptul că ascuțirea se face numai pe mașini speciale.
Construcția discurilor
Atunci când alegeți accesorii pentru ferăstraie circulare, trebuie să țineți cont de calitatea produsului, despre care puteți afla dacă verificați cu atenție discul. Lamele de ferăstrău bune pentru lemn sunt tăiate cu laser din oțel, apoi balansate cu atenție și lustruite. Semnele operațiilor efectuate pe disc pot fi văzute dacă vă uitați la suprafață în lumină. Vor exista semne radiale vizibile lăsate de mașina de rectificat, care se deosebesc de-a lungul țesăturii, pornind de la orificiul de montare. Brichetele de buzunar nu au astfel de note, ceea ce indică absența echilibrării.
Merită, de asemenea, atenția și măcinarea calității. Corpul discului nu trebuie să fie aspru, ci să aibă o suprafață netedă. Pe un snap-in slab lustruit va lipi rășina conținută în lemn și va împiedica procesul de tăiere.
Pentru a compensa expansiunea metalului la încălzire, precum și pentru a reduce zgomotul și a stinge vibrațiile discului, în planul său sunt făcute fante radiale.

La echipamente mai scumpe cu ajutorul laserului subțire sloturi spirala, iar un strat protector este aplicat pe suprafața discului.

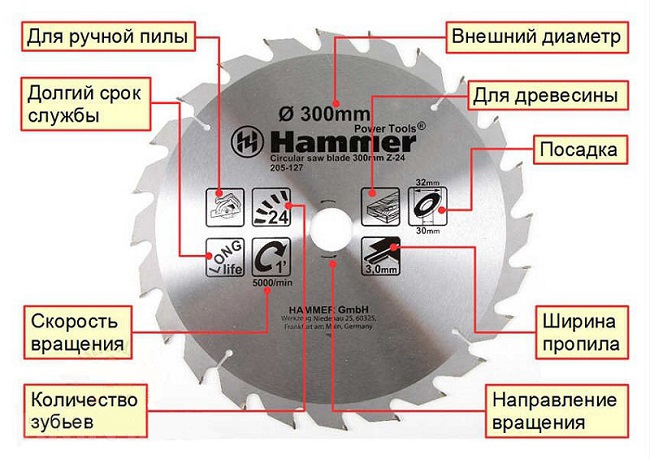
Discul de calitate pentru ferăstrăul circular nu este marcat cu vopsea, se aplică toate inscripțiile de pe suprafața sa laser gravor. De la etichetare puteți afla multe informații.Care dintre ele este prezentată în figura următoare.
Cum de a ascuți un disc cu propriile mâini
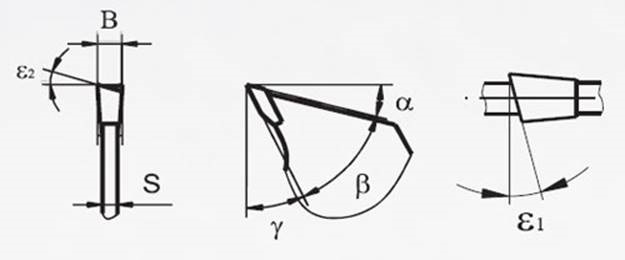
Pentru a ascuți un fierăstrău circular, sunt luate în considerare patru unghiuri de bază:
- α este unghiul din spate;
- γ este unghiul de rotire;
- β este unghiul conic, dat de unghiurile din spate și din față (β = 90 ° -γ-α);
- Ɛ1 și Ɛ2 sunt unghiurile de înclinare ale ambelor planuri față și spate.
Unghiul de ascuțire al sculei este selectat în funcție de tipul de material care trebuie prelucrat și de direcția tăierii, ceea ce este foarte important atunci când se taie lemnul. Pentru tăierea de-a lungul fibrelor de lemn, sculele de prelucrare trebuie să aibă dinți cu un unghi de rabatare suficient de mare (de la 15 ° la 25 °). Pentru tăierea prin fibre, este necesar un unghi de racordare (γ) de la 5 ° la 10 °. Pe fierăstraiele universale care vă permit să tăiați atât de-a lungul grăunțelului de lemn, cât și peste acesta, unghiul de înclinare al tăietorului are o valoare medie egală cu 15 °.
Valoarea negativă a unghiului frontal este utilizată pentru uneltele care vor trebui să taie metale din plastic, metale neferoase și să se confrunte cu semifabricatele din lemn.
În plus, unghiul de ascuțire este afectat de duritatea materialului. Conturarea dintelui (β) trebuie redusă înainte de tăierea materialelor dure.
Ascuțirea regulilor
Cel mai adesea, lipirea cu carbură este purtată de-a lungul marginii sale superioare. În timp, este împrăștiat și rotunjit cu aproximativ 0,1-0,3 mm. Fața frontală a incisivului este, de asemenea, uzată. Nu este permisă o îndoire puternică a elementelor de tăiere, deoarece, pentru a alinia marginile, este necesar să se macină mai mult material din sculă. Faptul că unealta este timpul de ascuțire poate fi determinată de tipul marginilor incisivilor și de calitatea tăieturii: există muchii rupte cu un număr mare de chipsuri.
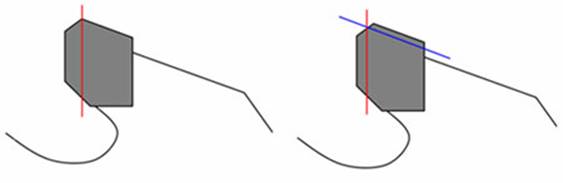
Prin menținerea corespunzătoare a măsurilor de măcinare, devine posibilă ascuțirea tăietoarelor de aproximativ 25-30 de ori. Acest lucru va asigura claritatea necesară a tăieturii. Pentru a obține astfel de rezultate și a prelungi în mod semnificativ durata de viață a echipamentului, se recomandă ascuțirea dinților de-a lungul planurilor din spate și din față. Desigur, aveți posibilitatea să mănânci și un plan de dinte de ferăstrău, dar numărul de încercări în același timp, redus de 2 ori. Figura de mai jos arată cum măcinarea unui dinte de-a lungul uneia și ambelor planuri afectează cantitatea de ascuțire.
Atunci când ascuțiți incisivii, se recomandă să faceți ultima trecere cu un abraziv pe planul din spate al dintelui.În medie, cantitatea de măcinare a metalului dintelui trebuie să fie în intervalul de 0,05-0,15 mm.
Înainte de a începe procedura de ascuțire, este necesar să scoateți toate murdăriile din lama de ferăstrău și să aflați valorile unghiurilor de ascuțire, care sunt indicate de obicei pe unelte.
Ascuțiți discul acasă
Discurile de ferăstrău sunt de obicei ascuțite pe o mașină specială. Cumpărarea unei mașini similare pentru casă nu are sens dacă nu deschideți un instrument de ascuțire a afacerii pentru ferăstraie circulare.
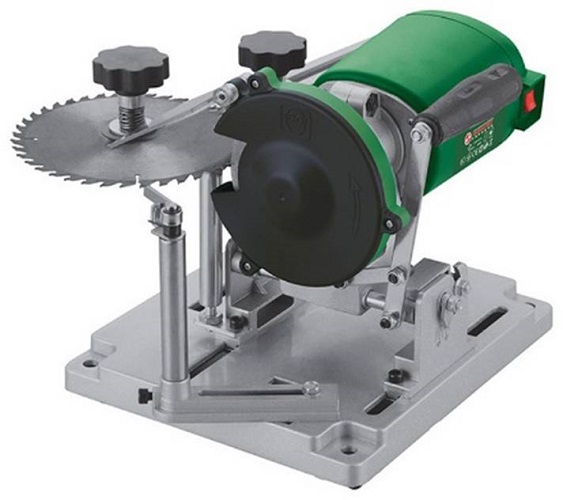
Dar cum să ascuți un fierăstrău circular fără echipament profesional? Pentru a ascuți lama de ferăstrău cu mâinile proprii, veți avea nevoie de prezența:
- mașina de șlefuit (este posibil să se adapteze limba bulgară în aceste scopuri);
- roata abraziva (mai bine daca este un vas de diamant pentru ascutirea);
- fixare simplă care poate fi făcută din resturi din plăci aglomerate.
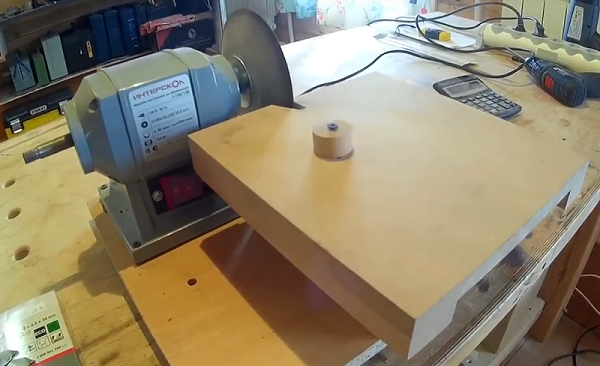
Ultimul dispozitiv este o masă constând dintr-un cărucior superior în mișcare și o bază fixă. Următoarea fotografie prezintă baza fără cărucior.
Pentru ca transportul să se poată deplasa corect, în plan orizontal, de-a lungul muchiilor, puteți fixa șipcile sau instalați-le pe șinele telescopice pentru mobilă.Mai mult, într-un anumit loc al căruciorului (experimental), este instalată o mașină de spălat cu un diametru corespunzător orificiului de montare al sculei.

Discul de ferăstrău este pus pe această șaibă și, împreună cu căruciorul, se deplasează spre cercul diamantului.

Pentru o ascuțire uniformă, este posibil să fie înșurubate între două dinți (la stânga și la dreapta roții de șlefuit) cu ajutorul unui șurub auto-înșurubat, care va servi atât ca opritor, cât și ca opritor.
După ce primul tăietor este editat (se recomandă marcarea cu un marcator), carul se îndepărtează de roata cu diamant, discul este deplasat de un dinte de-a lungul opritoarelor, iar ascuțirea ferăstrăului circular continuă.
Dacă doriți să ștergeți dinții sub un unghi, atunci puteți pune o bandă subțire de grosime adecvată sub masă pe o parte și o ascuțiți printr-un dinte. În plus, placa este închisă sub cealaltă parte a mesei, iar operația este repetată pe incisivii neîncărcați.
Tipuri de lame de ferăstrău cu sabii
Uneltele de tăiat ale unui ferăstrău de sabră sunt o lamă, care este o placă din aliaje speciale de înaltă rezistență, care are dinți tăiați pe o parte. Cu ajutorul diferitelor tipuri de pânză, puteți face tăieturi fără așchiere și freze cu precizie maximă.
Forma dinților
Forma și dimensiunea dinților lamei depind de curățenia tăieturii și de viteza de tăiere. De asemenea, pentru prelucrarea anumitor tipuri de materiale a fost creată o formă specială de tăietori. Deci, lamele de ferăstrău cu sabii pot avea următoarele forme de dinți.
- Dinți în formă de M. Panza are tăietori tăiați, ceea ce permite tăierea materialului atât pe cursul înainte cât și pe cel invers. Tachetul este utilizat pentru tăierea metalelor feroase și neferoase, a oțelului inoxidabil și a lemnului, în special dacă conține particule de metal, precum și diverse tipuri de materiale plastice.

- Danturi ascuțite, frezate, cu variație variabilă. Lama are tăietori divizați și este utilizată pentru tăierea directă a tuturor tipurilor de lemn, inclusiv a celor cu particule de metal.

- Masini de frezat ondulate. Echipamentul este utilizat pentru tăierea metalelor de până la 2,5 mm și a oricărei specii de lemn cu incluziuni metalice.

- În formă de M, înclinat, cu pas variabil. Acesta este un echipament versatil și de înaltă performanță cu dinți divorțați. Proiectat pentru tăierea tuturor tipurilor de lemn cu incluziuni metalice și pentru tăierea metalului până la 2,5 mm.

- Cuttere mici, măcinate, divorțate. Panza este utilizată pentru tăierea directă a produselor metalice cu o grosime de cel mult 1,5 mm.

În plus, tablourile diferă în materialul de la care sunt făcute, după cum rezultă din marcajele aplicate pe orice tip de scule.
Marcarea tablourilor
Sapele de ferăstrău sunt fabricate din următoarele materiale.
- HCS. Acest marcaj indică faptul că baza instrumentului este oțelul cu conținut ridicat de carbon. Fierurile sunt concepute pentru tăierea lemnului și a produselor pe baza acestuia, precum și a plasticului și a cauciucului.

- HSS - este unelte de oțel de mare viteză. Cu aceasta, puteți lucra pe metale neferoase, precum și foi tăiate și profiluri metalice.

- BIM - Este un aliaj bimetalic, care este o combinație de oțel puternic și flexibil HSS și HCS. Aceste lame au o durată de viață îndelungată și sunt utilizate pentru tăierea betonului, precum și pentru tăierea cu unghii.

- HM / CT - aceasta este o unealtă cu carbură. Fierurile sunt utilizate pentru tăierea materialelor poroase și abrazive: structuri din beton, fibră de sticlă și fibră de sticlă, beton gazos și țigle.

- CV- - Acesta este un aliaj de crom-vanadiu. Echipamentul fabricat din acesta este caracterizat printr-o rezistență ridicată la uzură și este utilizat pentru materiale plastice și lemn de orice specie.

Criterii de selecție
Atunci când alegeți o pânză pentru o unitate de tip saber, este necesar, în primul rând, să acordați atenție sculă de scule. Strângerea cârpei poate fi atât universală, potrivită pentru majoritatea modelelor de unități, și este destinată exclusiv unei mărci de fierăstrău cu sabii.
De asemenea, de mare importanță dimensiunea dinților. Dinții mari dau o viteză mare de tăiere, dar nu pot oferi o tăiere de bună calitate. Prin urmare, pentru a obține o tăietură curată, utilizați un instrument cu un dinte mic.
Se pot face tăietori de pânză de tip sabot măcinat sau măcinat. Snap, având tăietoare lustruite, folosite pentru tăierea materialelor moi. Pentru a face față metalelor sau foioaselor, utilizați ferăstraie cu tăietoare măcinată.
Cârpe cu dinți divorțați se disting prin productivitate ridicată, în timp ce sculele cu incisivi ondulați procesează partea mai calitativ.
/rating_off.png)











